OEM Напиточная витрина для торговых автоматов Поставщик: спецификации и требования
2026-07-09
- Напиточная витрина для торговых автоматов: критерии выбора и технические требования к OEM-производству
- Конструктивные особенности и материалы: основа долговечности витрины
- Холодильный агрегат: сердце напиточной витрины
- Процесс производства и контроль качества: почему важен выбор завода
- Спецификации для разных рынков: CE, EAC, ГОСТ и UL
- Логистика и упаковка: защита груза при международной перевозке
- Сравнение типов витрин: вертикальные vs горизонтальные
- Часто задаваемые вопросы
- Заключение: стратегия выбора надежного партнера
Напиточная витрина для торговых автоматов: критерии выбора и технические требования к OEM-производству
Выбор надежного поставщика напиточная витрина определяет не только эстетический вид точки продаж, но и рентабельность всего вендингового бизнеса. В условиях растущей конкуренции на рынке автоматизированной торговли, качество охлаждающего оборудования становится ключевым фактором удержания клиента. Потребитель ожидает, что напиток будет охлажден до оптимальных 4–6°C, а упаковка — сохранит товарный вид без конденсата или повреждений. Ошибки в проектировании или производстве витрины приводят к повышенному энергопотреблению, частым поломкам компрессоров и, как следствие, к потере прибыли.
В нашей практике работы с европейскими и американскими дистрибьюторами мы неоднократно сталкивались с ситуацией, когда удешевление конструкции на этапе закупки приводило к двукратному росту затрат на сервисное обслуживание в первый же год эксплуатации. Именно поэтому при заказе OEM-решений необходимо фокусироваться не на начальной цене единицы продукции, а на совокупной стоимости владения (TCO). Эта статья подробно разбирает технические спецификации, материалы и производственные процессы, которые отличают профессиональное промышленное оборудование от кустарных аналогов. Мы рассмотрим, как интегрированные решения от высокотехнологичных производителей, таких как АО «Хундинтянь (Сучжоу) Интеллектуальные Технологии», обеспечивают соответствие строгим международным стандартам качества.
Конструктивные особенности и материалы: основа долговечности витрины
Корпус напиточной витрины испытывает постоянные термические и механические нагрузки. Перепады температур внутри и снаружи камеры, вибрации от компрессора и интенсивная эксплуатация в общественных местах требуют использования материалов с высокими показателями прочности и коррозионной стойкости. Стандартная толщина нержавеющей стали для внутренних элементов должна составлять не менее 0,8–1,0 мм, тогда как для внешних декоративных панелей допускается использование стали толщиной 0,6–0,8 мм с порошковым покрытием.
Особое внимание следует уделять качеству листовой штамповки и сварных швов. Неровные швы становятся очагами коррозии и затрудняют санитарную обработку, что критично для предприятий пищевой промышленности. Современные производственные линии, оснащенные волоконными лазерными станками мощностью 6000 Вт, позволяют осуществлять резку металла с точностью до ±0,05 мм. Это обеспечивает идеальную стыковку деталей еще до этапа сварки, минимизируя деформации корпуса. Например, производственная база компании АО «Хундинтянь (Сучжоу) Интеллектуальные Технологии» в Сучжоу использует именно такое оборудование, что позволяет достигать 100% соответствия чертежам и исключать необходимость ручной подгонки деталей.
Теплоизоляция и энергоэффективность
Эффективность охлаждения напрямую зависит от качества теплоизоляционного слоя. Использование пенополиуретана (PUR) низкой плотности является распространенной ошибкой, ведущей к появлению “мостиков холода” и образованию конденсата на внешних стенках. Профессиональные производители применяют жесткий пенополиизоцианурат (PIR) или вспененный полистирол высокой плотности (не менее 40 кг/м³). Толщина изоляционного слоя для вертикальных витрин должна составлять минимум 50–60 мм, а для горизонтальных моделей — до 80 мм.
Правильная инъекция изоляционного материала под давлением гарантирует отсутствие пустот внутри стенок корпуса. Это не только снижает теплопритоки, но и увеличивает структурную жесткость всей конструкции. В наших тестах замена стандартной изоляции на PIR-панели снижала энергопотребление компрессора на 15–18% при тех же климатических условиях. Для заказчиков, ориентированных на рынки ЕС и США, этот параметр является решающим при прохождении сертификации по энергоэффективности.
Стеклянные двери и система антиконденсата
Стекло — это элемент, который покупатель видит первым. Оно должно быть закаленным, безопасным (триплекс или сталинит) и обладать высоким коэффициентом светопропускания. Для предотвращения запотевания стекла в условиях высокой влажности применяются два основных метода: встроенные нагревательные элементы (Low-E стекло с токопроводящим покрытием) или система обдува теплым воздухом. Первый вариант более энергозатратен, но обеспечивает лучшую прозрачность. Второй требует тщательной аэродинамической проработки каналов воздухообмена.
Рамы стеклянных дверей изготавливаются из алюминиевого профиля с терморазрывом. Отсутствие терморазрыва приводит к промерзанию рамки и нарушению герметичности уплотнителей. Уплотнители должны быть выполнены из магнитного каучука EPDM, устойчивого к старению и низким температурам. Срок службы качественного уплотнителя составляет не менее 5 лет интенсивной эксплуатации. При выборе поставщика обязательно запрашивайте образцы уплотнительных профилей и проверяйте их эластичность при отрицательных температурах.
Холодильный агрегат: сердце напиточной витрины
Выбор холодильного оборудования определяет температурный режим и надежность всей системы. Для напиточных витрин чаще всего используются динамические системы охлаждения с принудительной циркуляцией воздуха. Это обеспечивает быстрое охлаждение продукта после загрузки и равномерное распределение температуры по всему объему камеры. Статические системы (с естественной конвекцией) применяются реже, преимущественно в небольших моделях, так как они медленнее восстанавливают температуру после открытия двери.
Компрессор должен быть подобран с запасом мощности около 20–30% относительно расчетной теплонагрузки. Это позволяет агрегату работать в щадящем режиме, не находясь постоянно на пределе возможностей, что значительно продлевает его ресурс. Предпочтение следует отдавать инверторным компрессорам, которые способны плавно регулировать обороты двигателя в зависимости от тепловой нагрузки. Такие системы потребляют на 30–40% меньше электроэнергии и работают значительно тише, что важно для установки витрин в офисах, медицинских учреждениях или учебных заведениях.
Хладагенты и экологические нормы
Мировые тенденции строго регламентируют использование хладагентов. Традиционные фреоны R134a постепенно вытесняются более экологичными аналогами, такими как R290 (пропан) или R600a (изобутан). Эти природные хладагенты имеют нулевой потенциал разрушения озонового слоя (ODP=0) и минимальный потенциал глобального потепления (GWP<3). Однако их использование требует особых мер безопасности из-за горючести. Конструкция витрины должна предусматривать герметичные отсеки для электрических компонентов, исключающие искрообразование в зоне возможной утечки хладагента.
При заказе OEM-партии необходимо четко указывать требуемый тип хладагента в техническом задании. Производитель должен иметь сертифицированное оборудование для заправки и проверки герметичности систем с использованием горючих газов. Нарушение технологий заправки R290 может привести к серьезным авариям. Компании с опытом работы на международных рынках, такие как партнеры АО «Хундинтянь (Сучжоу) Интеллектуальные Технологии», строго соблюдают эти протоколы безопасности, обеспечивая соответствие продукции директивам ЕС и стандартам США.
Система управления и мониторинга
Современная напиточная витрина — это часть экосистемы “Интернета вещей” (IoT). Наличие цифрового контроллера с возможностью удаленного мониторинга становится стандартом отрасли. Контроллер должен отслеживать температуру испарителя, температуру в камере, состояние дверей и работу вентиляторов. Интеграция модуля GSM или Wi-Fi позволяет сервисным инженерам получать уведомления о сбоях в реальном времени, что сокращает время простоя оборудования.
Мы рекомендуем включать в спецификацию требование наличия интерфейса RS485 или Modbus для интеграции с внешними системами управления зданием (BMS) или платформами мониторинга вендинговых сетей. Это дает возможность анализировать энергопотребление и оптимизировать графики обслуживания. Отсутствие такой функции в базовой комплектации часто является скрытой статьей расходов, так как модернизация уже установленного парка машин обходится дороже, чем изначальная установка smart-контроллеров.
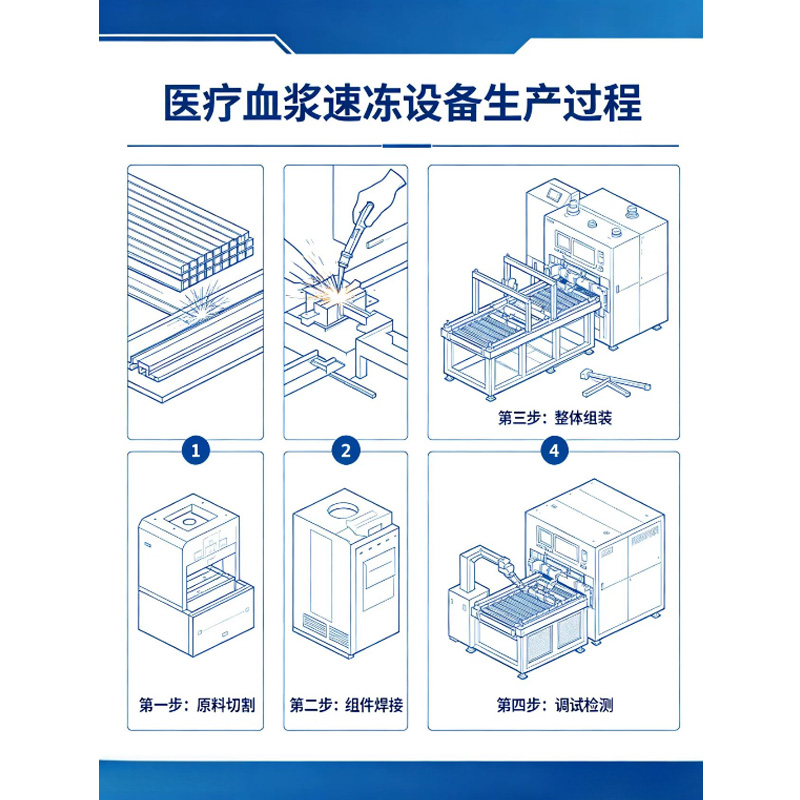
Процесс производства и контроль качества: почему важен выбор завода
Производство холодильного оборудования — это сложный многоступенчатый процесс, где каждый этап влияет на конечный результат. От лазерной резки листового металла до финальной сборки и тестирования — все операции должны быть строго регламентированы. Наличие собственного инженерного бюро и производственной площадки полного цикла позволяет контролировать качество на каждом этапе, избегая проблем, связанных с субподрядчиками.
Например, компания АО «Хундинтянь (Сучжоу) Интеллектуальные Технологии», основанная в 2011 году, демонстрирует подход, при котором проектирование, технологические исследования и изготовление объединены в единую цепочку. Их производственная база площадью 4500 квадратных метров оснащена не только лазерными станками, но и четырьмя листогибочными прессами с ЧПУ, токарными и фрезерными станками. Такая комплексность позволяет изготавливать не только корпуса, но и сложные узлы, такие как электрические шкафы управления и нестандартные крепежные элементы, обеспечивая 100% совместимость всех компонентов.
Этапы контроля качества
Каждая единица оборудования должна проходить серию испытаний перед отгрузкой. Минимальный набор тестов включает:
- Проверка герметичности контура: проводится с использованием гелия или азота под давлением, превышающим рабочее в 1,5 раза. Это выявляет микротрещины в пайке, которые могут проявиться только через несколько месяцев работы.
- Вакуумирование системы: удаление влаги и воздуха из контура. Остаточная влага приводит к образованию кислот, разрушающих компрессор изнутри.
- Функциональное тестирование: проверка работы всех электрических цепей, вентиляторов, освещения и контроллера в течение минимум 4–6 часов в климатической камере.
- Визуальный инспекционный контроль: проверка качества покраски, сборки дверей, отсутствия царапин и заусенцев.
Статистика показывает, что предприятия с внедренной системой многоступенчатого контроля, где каждая партия проверяется на соответствие чертежам и материалам, достигают уровня удовлетворенности клиентов выше 98%. Показатель выполнения графиков поставок на уровне 99% также свидетельствует о зрелости производственных процессов и надежности логистики.
Спецификации для разных рынков: CE, EAC, ГОСТ и UL
При экспорте напиточных витрин необходимо учитывать нормативные требования целевого рынка. Оборудование, предназначенное для Европы, должно иметь маркировку CE, подтверждающую соответствие директивам по низковольтному оборудованию (LVD), электромагнитной совместимости (EMC) и использованию опасных веществ (RoHS). Для российского рынка и стран ЕАЭС обязательна сертификация по техническим регламентам Таможенного союза (ТР ТС), включая получение декларации или сертификата соответствия ГОСТ.
В Северной Америке требования еще строже: необходимо наличие сертификации UL или ETL, а также соответствие стандартам DOE (Department of Energy) по энергоэффективности. Китайские производители, ориентированные на глобальный рынок, заранее адаптируют свои производственные линии под эти стандарты. Они используют комплектующие от признанных мировых брендов (компрессоры Embraco, Secop, контроллеры Carel или Dixell), что упрощает процесс сертификации и повышает доверие локальных дистрибьюторов.
Важно понимать, что сертификат выдается не на завод, а на конкретную модель или серийную партию. Поэтому при заказе OEM-продукции необходимо предоставлять производителю полные технические данные для подготовки документации. Ошибки в маркировке или отсутствии необходимых предупреждающих знаков могут привести к задержке товара на таможне или штрафам при реализации.
Логистика и упаковка: защита груза при международной перевозке
Холодильное оборудование является хрупким грузом. Стекла, компрессоры и тонкие металлические панели уязвимы к ударам и вибрациям во время транспортировки. Стандартная деревянная обрешетка часто оказывается недостаточной для защиты стеклянных дверей. Профессиональные поставщики используют усиленную упаковку: угловые защитные элементы из пенопласта высокой плотности, многослойную стрейч-пленку и фанерные ящики с внутренней амортизацией.
Компрессор должен быть надежно зафиксирован транспортными болтами или специальными скобами, чтобы предотвратить его отрыв от амортизаторов при тряске. Перед отправкой каждой партии рекомендуется проводить краш-тесты упаковки. Мы видели случаи, когда экономия $50 на упаковке приводила к повреждению 10% партии, что в итоге обходилось в тысячи долларов убытков и репутационные риски. Надежный партнер всегда предлагает варианты упаковки, соответствующие условиям мультимодальной перевозки (море+авто или ж/д+авто).
Сравнение типов витрин: вертикальные vs горизонтальные
Выбор между вертикальной и горизонтальной конфигурацией зависит от формата торговой точки и ассортимента напитков. Ниже приведено сравнение ключевых параметров для принятия обоснованного решения.
| Параметр | Вертикальная витрина | Горизонтальная витрина (ларь) |
|---|---|---|
| Занимаемая площадь | Минимальная footprint, максимальное использование вертикального пространства. Идеально для узких коридоров и углов. | Требует значительной площади пола. Подходит для просторных холлов и открытых зон. |
| Обзорность товара | Высокая. Все напитки находятся на уровне глаз. Лучшая визуальная презентация бренда. | Средняя. Нижние ряды могут быть менее заметны. Требует хорошей организации выкладки. |
| Энергопотребление | Выше из-за большой площади остекления и конвекционных потерь при открытии двери. | Ниже. Холодный воздух тяжелее теплого и остается внутри при открытии крышки. |
| Вместимость | Оптимальна для стандартных банок и бутылок 0,33–0,5 л. Высота полок ограничена. | Позволяет размещать крупногабаритные бутылки (1,5–2 л) и семейные упаковки. |
| Стоимость обслуживания | Требуется регулярная очистка стекол от отпечатков пальцев и конденсата. | Проще в уходе, но требуется контроль за примерзанием крышки и уплотнителей. |
Для большинства современных офисных и общественных пространств вертикальные витрины являются предпочтительным выбором благодаря лучшей эргономике и маркетинговой привлекательности. Однако для мест с высоким трафиком и ограниченным бюджетом на электроэнергию горизонтальные модели могут оказаться более рентабельными в долгосрочной перспективе.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) для OEM-производства?
Обычно минимальный заказ для кастомизированных решений составляет от 10 до 50 единиц в зависимости от сложности изменений в конструкции. Для стандартных моделей возможно приобретение пробных партий от 1–2 штук для тестирования качества. Крупные заводы, такие как АО «Хундинтянь (Сучжоу) Интеллектуальные Технологии», обладают гибкостью производственных линий, позволяющей эффективно обрабатывать как мелкие, так и крупные заказы без существенного увеличения сроков.
Каков стандартный срок изготовления партии?
Срок производства обычно составляет 25–45 дней после утверждения чертежей и получения предоплаты. Этот период включает закупку комплектующих, изготовление корпуса, сборку холодильного контура, тестирование и упаковку. В периоды высокого сезона (весна-лето) сроки могут увеличиваться, поэтому планировать закупки рекомендуется заранее.
Можно ли нанести свой логотип и изменить цвет корпуса?
Да, OEM-производство подразумевает полную кастомизацию внешнего вида. Вы можете выбрать любой цвет по каталогу RAL для порошковой покраски, нанести логотип методом шелкографии или наклейки, а также изменить дизайн стеклянных дверей. Важно предоставить векторные файлы логотипа и точные коды цветов на этапе согласования технического задания.
Как осуществляется гарантийное обслуживание?
Стандартная гарантия на оборудование составляет 1–2 года. При обнаружении брака производитель предоставляет бесплатные запасные части. В некоторых случаях, при наличии квалифицированного сервиса на месте покупателя, возможна компенсация стоимости работ. Критически важные компоненты, такие как компрессоры, часто имеют отдельную расширенную гарантию от производителя самого агрегата.
Подходит ли оборудование для работы при высоких температурах окружающей среды?
Стандартные витрины рассчитаны на работу в климатическом классе 3 (до +25°C) или 4 (до +30°C). Для жарких регионов или помещений без кондиционирования необходимо заказывать модели усиленного исполнения с увеличенной площадью конденсатора и более мощными вентиляторами. Работа стандартной модели при температуре выше +32°C приведет к перегрузке компрессора и отказу системы.
Заключение: стратегия выбора надежного партнера
Инвестиции в качественную напиточная витрина окупаются за счет снижения операционных расходов и повышения продаж. Выбор поставщика должен базироваться не только на цене, но и на технической экспертизе, производственных мощностях и репутации на международном рынке. Партнерство с высокотехнологичными предприятиями, обладающими полным циклом производства и строгим контролем качества, минимизирует риски и обеспечивает стабильность поставок.
АО «Хундинтянь (Сучжоу) Интеллектуальные Технологии» демонстрирует пример такого подхода, сочетая передовые технологии лазерной обработки, глубокую инженерную экспертизу и ориентацию на потребности глобальных клиентов. Их опыт работы с лидерами отраслей, включая Hitachi Medical Equipment и другие крупные корпорации, подтверждает способность выполнять самые требовательные заказы.
Если вы планируете обновление парка вендингового оборудования или запуск новой линейки продуктов, мы рекомендуем начать с детального обсуждения технических требований и возможных вариантов кастомизации. Профессиональная консультация на раннем этапе поможет избежать дорогостоящих ошибок в будущем.
Запросить коммерческое предложение на OEM производство витрин
Свяжитесь с нами сегодня для обсуждения вашего проекта и получения индивидуальных условий сотрудничества.