Прецизионная деталь из листового металла для полупроводникового оборудования на заказ
2026-06-16
- Почему прецизионная деталь из листового металла для полупроводникового оборудования на заказ определяет успех всего производственного цикла
- Критические требования к материалам: нержавеющая сталь, алюминий и специальные сплавы
- Технологии прецизионной обработки: от лазерной резки до гибки с ЧПУ
- Стандарты чистоты и вакуумной совместимости
- Контроль качества: метрология и документация
- Почему стоит заказывать производство в Китае: экономика и компетенции
- АО «Хундинтянь (Сучжоу)»: Пример интеграции технологий и качества
- Сравнение подходов: Китай vs Европа vs Локальное производство
- Часто задаваемые вопросы
- Заключение: ваш надежный партнер в мире прецизионных технологий
Почему прецизионная деталь из листового металла для полупроводникового оборудования на заказ определяет успех всего производственного цикла
В современной микроэлектронике допуск в 0,01 мм — это не просто цифра в чертеже, а граница между браком всей партии кремниевых пластин и выходом годной продукции. Мы работаем в отрасли более 15 лет и видели, как одна неправильно отформованная направляющая пластина приводила к остановке линии литографии на три дня. Убытки составили сотни тысяч долларов только из-за простоя, не считая стоимости поврежденных материалов. Именно поэтому прецизионная деталь из листового металла для полупроводникового оборудования на заказ требует подхода, радикально отличающегося от стандартного металлообрабатывающего производства.
Рынок полупроводников диктует жесткие условия: вакуумная совместимость, отсутствие магнитных свойств в критических зонах, устойчивость к агрессивным травильным газам и способность выдерживать термоциклирование без деформации. Обычные цеха, работающие по стандартам общего машиностроения, часто не понимают специфики требований к чистоте поверхности или шероховатости кромок. Для них “чисто” означает отсутствие видимой грязи, а для полупроводниковой отрасли “чисто” — это отсутствие частиц размером более 0,5 мкм на квадратный сантиметр.
Наш опыт показывает, что ключевой ошибкой закупщиков является выбор поставщика исключительно по цене штамповки или лазерной резки. Истинная стоимость детали складывается из постобработки, контроля качества и логистики в условиях строгого соблюдения сроков. В этой статье мы разберем технические нюансы изготовления таких компонентов, сравним материалы и технологии, а также дадим четкие рекомендации по выбору подрядчика, который способен обеспечить соответствие стандартам SEMI и ISO.
Критические требования к материалам: нержавеющая сталь, алюминий и специальные сплавы
Выбор материала для деталей полупроводникового оборудования — это компромисс между механической прочностью, химической стойкостью и стоимостью. Неправильный выбор приводит к коррозии в камерах травления или загрязнению процесса частицами износа. Рассмотрим три основные группы материалов, которые мы используем в производстве.
Аустенитные нержавеющие стали (304, 316L)
Сталь марки 316L является отраслевым стандартом для камер, подверженных воздействию кислот и хлорсодержащих газов. Низкое содержание углерода (буква “L” означает Low carbon) предотвращает карбидную сегрегацию при сварке, что критически важно для сохранения коррозионной стойкости в швах. В нашей практике были случаи, когда использование обычной стали 304 вместо 316L приводило к точечной коррозии уже через два месяца эксплуатации в среде плазменного травления.
Для деталей, требующих высокой прочности и износостойкости, мы применяем сталь 304, но только в тех узлах, где нет прямого контакта с агрессивными реагентами. Важно понимать, что даже нержавеющая сталь требует специальной пассивации после механической обработки. Без этого этапа на поверхности остаются свободные ионы железа, которые становятся очагами коррозии. Мы проводим пассивацию в соответствии со стандартом ASTM A967, что подтверждается сертификатами для каждой партии.
Алюминиевые сплавы серии 5000 и 6000 с анодированием
Алюминий предпочтителен там, где важен вес и теплопроводность. Сплавы 5052 и 6061 широко используются для корпусов, кронштейнов и теплоотводов. Однако голый алюминий недопустим в вакуумных камерах из-за высокого газовыделения и склонности к образованию оксидной пыли. Решение — твердое анодирование (Type III Hard Coat).
Толщина слоя анодирования для полупроводниковых деталей обычно составляет 25–50 мкм. Этот слой обеспечивает электрическую изоляцию и высокую поверхностную твердость. Мы сталкивались с проблемой отслоения анодного слоя при неправильной подготовке поверхности перед покрытием. Чтобы избежать этого, мы используем процесс микродугового оксидирования или классическое сернокислое анодирование с герметизацией пор в кипящей воде. Это гарантирует, что деталь не будет источником частиц в чистой комнате класса ISO 1–5.
Специальные сплавы: Инконель и Титан
Для экстремальных температур и высококоррозионных сред применяются никелевые сплавы (Inconel 600, 625) и титан Grade 2 или Grade 5. Эти материалы значительно дороже и сложнее в обработке. Лазерная резка титана требует защиты инертным газом высочайшей чистоты, чтобы предотвратить насыщение края реза кислородом и азотом, что делает металл хрупким. Мы используем такие материалы только по прямому запросу инженеров заказчика, когда другие варианты не обеспечивают необходимый срок службы компонента.
Рекомендация: Перед утверждением материала запросите у поставщика данные о химическом составе каждой плавки (Mill Certificate). Не полагайтесь на общие спецификации. Для критических узлов требуйте отчет о пассивации или качестве анодного покрытия.
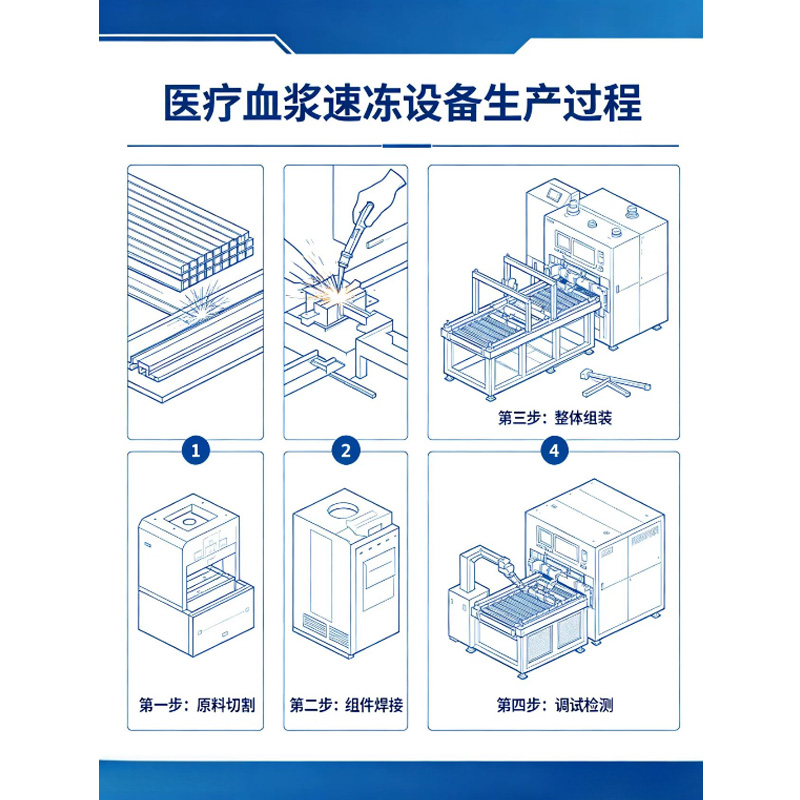
Технологии прецизионной обработки: от лазерной резки до гибки с ЧПУ
Производство прецизионных деталей из листового металла для полупроводникового оборудования на заказ требует цепочки технологий, где каждая следующая операция компенсирует или усиливает результат предыдущей. Ошибка на этапе резки невозможно исправить на этапе гибки.
Лазерная резка с контролем термического влияния
Традиционная плазменная резка неприемлема для полупроводниковых деталей из-за широкой зоны термического влияния (ЗТВ) и грубой кромки. Мы используем волоконные лазеры мощностью до 6 кВт с фокусировкой луча менее 0,1 мм. Это позволяет получать кромки с шероховатостью Ra < 3,2 мкм без дополнительной механической обработки.
Однако даже лазерный рез может иметь дефекты. При резке нержавеющей стали толщиной более 3 мм на нижней кромке могут образовываться заусенцы (гроты). В полупроводниковой отрасли наличие заусенцев недопустимо, так как они являются ловушками для загрязнений и источниками частиц. Мы контролируем параметры резки (скорость, давление газа, фокус) так, чтобы заусенцы отсутствовали полностью. Если они появляются, деталь отправляется на автоматическую шлифовку кромок.
Гибка на станках ЧПУ с компенсацией пружинения
Гибка листового металла — это не просто придание формы. Металл обладает памятью формы и стремится вернуться в исходное состояние (пружинение). Для прецизионных деталей угол гибки должен соблюдаться с точностью до ±0,5 градуса. Мы используем станки с ЧПУ, оснащенные системами лазерного измерения угла в реальном времени. Система автоматически корректирует ход пуансона, компенсируя пружинение материала.
Особое внимание уделяется радиусу внутреннего гиба. Слишком малый радиус приводит к микротрещинам на внешней стороне гиба, которые становятся очагами коррозии. Слишком большой радиус затрудняет сборку узла. Мы рассчитываем оптимальный радиус исходя из толщины листа и направления волокон материала. Нарушение направления волокон при гибке может снизить прочность детали на 15–20%.
Сварка TIG в среде аргона
Для соединения деталей мы используем аргонодуговую сварку (TIG) неплавящимся электродом. Этот метод обеспечивает минимальное тепловложение и чистый шов без брызг. Для полупроводникового оборудования качество шва критично: он должен быть герметичным для вакуума и гладким для легкой очистки.
Мы применяем обратную продувку шва аргоном для предотвращения окисления корня шва (образования “суслика” — цветных оксидных пленок внутри трубы или закрытого профиля). Наличие таких оксидов недопустимо, так как они могут отслаиваться и попадать в технологический процесс. После сварки все швы подвергаются электрохимической полировке или механической шлифовке до уровня основного металла, чтобы исключить места скопления бактерий или частиц.
Важно: Требуйте фотографии макрошлифов швов или результаты рентгеновского контроля для критических вакуумных узлов. Визуальный осмотр не выявляет внутренние поры.
Стандарты чистоты и вакуумной совместимости
Деталь, изготовленная с идеальной геометрией, но имеющая загрязнения на поверхности, бракуют на этапе входного контроля в чистой комнате. Полупроводниковое оборудование работает в условиях сверхвысокого вакуума (UHV) или контролируемой атмосферы. Любое газовыделение из материала детали нарушает вакуум и загрязняет процесс.
Ультразвуковая очистка и обезжиривание
После механической обработки на поверхности остаются следы смазочно-охлаждающих жидкостей (СОЖ), абразивные частицы и пыль. Стандартная мойка в мыльном растворе недостаточна. Мы используем многоступенчатую систему ультразвуковой очистки в деионизированной воде с добавлением специальных щелочных и кислотных моющих средств.
Процесс включает:
- Предварительную очистку для удаления крупных загрязнений.
- Ультразвуковую ванну с нагревом для удаления масел из микропор.
- Ополаскивание в деионизированной воде с удельным сопротивлением > 18 МОм·см.
- Сушку в ламинарном потоке горячего воздуха класса HEPA.
Этот процесс гарантирует отсутствие остатков масел и частиц. Мы проводим тесты на чистоту поверхности методом контактного угла или спектроскопии, чтобы подтвердить соответствие требованиям.
Вакуумная совместимость и газовыделение
Материалы и покрытия должны иметь низкий коэффициент газовыделения. Резиновые уплотнения, клеи и некоторые пластиковые элементы, используемые в сборке, должны быть сертифицированы для вакуумного применения. Мы избегаем использования материалов, содержащих цинк, кадмий или свинец, так как они имеют высокое давление пара и могут испаряться в вакууме, осаждаясь на чувствительных элементах оборудования.
Для металлических деталей основным требованием является отсутствие скрытых полостей, где может задерживаться воздух или влага. Конструкция детали должна предусматривать вентиляционные отверстия или выполняться таким образом, чтобы все полости были доступны для откачки. Мы помогаем нашим клиентам оптимизировать конструкцию для улучшения вакуумных характеристик еще на этапе проектирования.
Упаковка для чистой комнаты
Даже идеально очищенная деталь может быть загрязнена при упаковке. Мы используем антистатические пакеты из полиэтилена низкой плотности (LDPE), соответствующие стандарту MIL-PRF-81705. Детали упаковываются в ламинарном шкафу, чтобы исключить попадание частиц из окружающего воздуха. Каждый пакет маркируется с указанием номера партии, даты очистки и класса чистоты. Это обеспечивает прослеживаемость и уверенность заказчика в том, что деталь готова к установке в чистую комнату.
Совет: Уточняйте у поставщика класс чистоты упаковочного помещения. Если деталь производится в обычном цеху, но упаковывается в чистой комнате, риск загрязнения остается высоким на этапе транспортировки внутри завода.
Контроль качества: метрология и документация
В полупроводниковой индустрии принцип “доверяй, но проверяй” трансформируется в “проверяй каждый параметр”. Отсутствие полной документации делает партию деталей непригодной для использования, независимо от их физического качества.
Измерительное оборудование
Мы используем координатно-измерительные машины (КИМ) с точностью до 1,5 мкм для проверки геометрических размеров. Для сложных поверхностей применяется лазерное сканирование. Контроль шероховатости проводится профилометрами, а толщина покрытий — вихретоковыми или магнитными толщиномерами.
Каждая первая деталь из партии проходит полный цикл измерений. Результаты фиксируются в протоколе первого образца (FAI – First Article Inspection). Для серийного производства мы используем статистический контроль процессов (SPC), чтобы отслеживать дрейф параметров оборудования и предотвращать выход за пределы допусков.
Документальное сопровождение
Пакет документов, сопровождающий партию, должен включать:
- Сертификаты на материал (Mill Certificates) с химическим составом и механическими свойствами.
- Отчет FAI с фактическими измеренными значениями всех критических размеров.
- Сертификаты на специальные процессы (пассивация, анодирование, сварка).
- Протокол ультразвуковой очистки и упаковки.
- Сертификат соответствия ISO 9001:2015.
Мы храним архив данных по каждой партии в течение 5 лет, что позволяет проследить историю изготовления в случае возникновения проблем у клиента. Эта прозрачность является основой доверия в B2B-секторе высоких технологий.
Внимание: Проверяйте, чтобы размеры в отчете FAI соответствовали чертежам с учетом единиц измерения (мм или дюймы). Ошибка в единицах измерения — одна из самых частых причин брака при международном сотрудничестве.
Почему стоит заказывать производство в Китае: экономика и компетенции
Многие российские и европейские компании задаются вопросом: почему стоит размещать заказ на прецизионные детали в Китае? Ответ лежит не только в области стоимости рабочей силы, но и в структуре промышленной экосистемы.
Кластерный эффект и скорость
Китай обладает уникальной концентрацией поставщиков материалов, инструментов и услуг в одном регионе (например, провинция Гуандун или Цзянсу). Это означает, что если нам нужен специальный сплав или нестандартный инструмент для штамповки, мы можем получить его в течение 24 часов. В Европе или России этот процесс может занять недели. Такая логистическая плотность позволяет нам сокращать сроки выполнения заказов на 30–40% по сравнению с западными аналогами.
Соотношение цены и качества
Стоимость производства в Китае ниже не за счет ухудшения качества, а за счет масштаба и эффективности. Высокая конкуренция среди производителей заставляет инвестировать в современное оборудование (Trumpf, Bystronic, Amada) и автоматизацию. Мы работаем на оборудовании мирового уровня, что гарантирует точность, сопоставимую с немецкими или японскими заводами, но по более конкурентной цене.
Гибкость и масштабируемость
Мы готовы работать как с прототипами (от 1 шт.), так и с крупными сериями (тысячи штук). Наша система управления производством позволяет быстро перенастраивать линии под новые заказы. Для клиентов из России и СНГ мы предлагаем удобные условия логистики и таможенного оформления, имея опыт работы с различными схемами поставок.
Один из наших клиентов, производитель оборудования для нанесения покрытий, столкнулся с задержками поставок компонентов из Европы. Перевод заказа к нам позволил не только сократить срок поставки с 12 до 6 недель, но и снизить затраты на 25% без потери качества. Это типичный пример того, как правильная география поставок повышает устойчивость бизнеса.
Рекомендация: При выборе китайского поставщика обращайте внимание на наличие собственного отдела инженерной поддержки и контроля качества, а не только на производственные мощности.
АО «Хундинтянь (Сучжоу)»: Пример интеграции технологий и качества
Теоретические знания важны, но практическая реализация требует мощной производственной базы. Ярким примером предприятия, успешно сочетающего высокие технологии и строгий контроль качества, является АО «Хундинтянь (Сучжоу) Интеллектуальные Технологии». Основанная в 2011 году в городе Сучжоу, эта компания выросла в независимый производственный холдинг, специализирующийся на высокоточной механической обработке и интегрированных решениях для промышленного оборудования.
Производственная площадка компании занимает 4500 квадратных метров и оснащена передовым оборудованием, включая три волоконных лазерных станка мощностью 6000 Вт, четыре листогибочных пресса с ЧПУ и парк токарно-фрезерных станков. Такой арсенал позволяет выполнять полный цикл работ: от лазерной резки и гибки до сложной механической обработки и сборки узлов. Более ста сотрудников, среди которых опытные инженеры-конструкторы и технологи, обеспечивают стабильное качество продукции, достигая показателя 100% соответствия техническим требованиям.
Компания активно работает на международных рынках, поставляя компоненты для авиационной, медицинской, телекоммуникационной и полупроводниковой отраслей. Среди её партнеров такие гиганты, как Hitachi Medical Equipment и другие ведущие промышленные предприятия Азии и Европы. Философия «Честность, инновации, гармония, превосходство» помогает «Хундинтянь» поддерживать уровень удовлетворенности клиентов на отметке 98% и выполнять графики поставок с точностью 99%. Этот опыт демонстрирует, что сочетание современного оборудования, квалифицированной инженерной команды и строгой системы менеджмента качества (ISO 9001:2015) является залогом успеха в производстве критически важных компонентов.
Сравнение подходов: Китай vs Европа vs Локальное производство
Чтобы помочь вам принять взвешенное решение, мы подготовили сравнительную таблицу основных параметров заказа прецизионных деталей в разных регионах.
| Параметр | Китай (Наше производство) | Европа (Германия/Италия) | Локальное производство (РФ/СНГ) |
|---|---|---|---|
| Стоимость | Низкая/Средняя. Экономия до 30-40% за счет масштаба и логистики цепочек поставок. | Высокая. Высокие затраты на рабочую силу и энергию. | Средняя/Высокая. Зависит от доступности материалов и оборудования. |
| Срок изготовления | Средний. 4-6 недель с учетом логистики. Быстрое прототипирование (1-2 недели). | Низкий. 2-4 недели. Быстрая доставка внутри ЕС. | Зависит от загрузки. Может быть быстрым для простых деталей, но долгим для сложных из-за очереди. |
| Технологический уровень | Высокий. Использование современного оборудования ведущих мировых брендов. | Очень высокий. Лидеры в области прецизионной инженерии и материаловедения. | Средний/Высокий. Зависит от конкретного завода. Есть передовые предприятия, но много устаревшего парка. |
| Гибкость MOQ | Высокая. Готовы работать с малыми сериями и прототипами. | Низкая. Предпочитают крупные серии для рентабельности. | Средняя. Зависит от загрузки производства. |
| Коммуникация | Английский/Русский. Работаем с учетом часовых поясов. Используем современные инструменты связи. | Английский/Локальные языки. Удобный часовой пояс для Европы. | Русский. Отсутствие языкового барьера для местных компаний. |
| Логистика и таможня | Требуется планирование. Мы помогаем с оформлением и доставкой “под ключ”. | Простая внутри ЕС. Сложнее и дороже для России/СНГ из-за санкций и ограничений. | Простая. Минимальные логистические издержки и риски. |
Как видно из таблицы, китайское производство предлагает оптимальный баланс цены и качества, особенно для компаний, ориентированных на экспорт или стремящихся снизить себестоимость продукции. Европейское производство предпочтительно для срочных заказов внутри ЕС, а локальное — для простых деталей, требующих быстрого вмешательства инженеров на месте.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) вы принимаете?
Мы не имеем жесткого ограничения по минимальному количеству. Мы готовы изготовить один прототип для тестирования конструкции или запустить серию из 10 000 штук. Стоимость единицы продукции будет выше при заказе прототипа из-за затрат на настройку оборудования и программирование, но это необходимая инвестиция для проверки дизайна. Для серийного производства мы предлагаем прогрессивную шкалу скидок.
Какие сертификаты качества у вас есть?
Наше производство сертифицировано по стандарту ISO 9001:2015, что гарантирует системный подход к управлению качеством. Для конкретных материалов мы предоставляем сертификаты заводов-производителей стали и алюминия. По запросу мы можем пройти аудит вашего качества или предоставить образцы для независимого тестирования в аккредитованных лабораториях.
Как вы обеспечиваете конфиденциальность чертежей?
Мы подписываем соглашение о неразглашении (NDA) с каждым клиентом перед началом работы. Все чертежи и техническая документация хранятся на защищенных серверах с ограниченным доступом. Доступ к файлам имеют только непосредственные исполнители и инженеры проекта. После завершения заказа файлы могут быть удалены по вашему требованию.
Каковы сроки доставки в Россию и страны СНГ?
Сроки зависят от выбранного способа доставки. Авиаперевозка занимает 7–14 дней, железнодорожная — 20–30 дней, морская — 35–45 дней. Мы сотрудничаем с надежными логистическими партнерами и берем на себя таможенное оформление, предоставляя клиенту товар “под ключ” до склада. Точные сроки рассчитываются индивидуально в зависимости от веса, объема и текущей ситуации на границе.
Можете ли вы помочь с оптимизацией конструкции детали (DFM)?
Да, наша инженерная команда предоставляет услуги анализа технологичности конструкции (Design for Manufacturing). Мы изучаем ваши чертежи и предлагаем изменения, которые могут снизить стоимость производства без ущерба для функции. Например, мы можем предложить изменить радиус гиба или толщину материала, чтобы использовать стандартный инструмент и избежать дорогостоящей нестандартной обработки. Эта услуга бесплатна для потенциальных заказов.
Заключение: ваш надежный партнер в мире прецизионных технологий
Изготовление прецизионных деталей из листового металла для полупроводникового оборудования на заказ — это сложный процесс, требующий глубоких технических знаний, современного оборудования и строгого контроля качества. Ошибки на этом этапе стоят слишком дорого, чтобы доверять их непроверенным подрядчикам.
Мы предлагаем не просто металлообработку, а комплексное решение: от инженерной консультации и оптимизации конструкции до производства, контроля и доставки готовой продукции. Наш опыт работы с международными клиентами и понимание специфики полупроводниковой отрасли позволяют нам гарантировать качество, сроки и конкурентную цену.
Не позволяйте проблемам с поставками компонентов тормозить ваше производство. Свяжитесь с нами сегодня, чтобы обсудить ваш проект и получить бесплатную оценку стоимости и сроков. Наши инженеры готовы ответить на ваши вопросы и предложить оптимальное техническое решение.
Заказать расчет стоимости прецизионных деталей из листового металла