Корпус лазерного гравировального станка: прочность и эстетика
2026-06-24
- Корпус лазерного гравировального станка: почему металл важнее мощности лазера
- Материалы корпуса: сталь против алюминия и композитов
- Влияние вибраций и резонанса на качество гравировки
- Тепловая стабильность и защита от деформаций
- Производственный стандарт: опыт АО «Хундинтянь (Сучжоу) Интеллектуальные Технологии»
- Эргономика и безопасность: стандарты CE и ЕАС
- Эстетика как инструмент продаж и брендинга
- Сравнительный анализ типов корпусов
- Как проверить качество корпуса при приемке оборудования
- Часто задаваемые вопросы
- Заключение: инвестиция в надежность
Корпус лазерного гравировального станка: почему металл важнее мощности лазера
В нашей практике работы с промышленным оборудованием мы неоднократно сталкивались с ситуацией, когда клиент обращался за заменой станка не из-за выхода из строя лазерной трубки или источника, а из-за потери геометрической точности всей системы. Причина крылась в одном элементе — корпусе. Корпус лазерного гравировального станка: прочность и эстетика — это не просто маркетинговый слоган, а фундаментальное инженерное уравнение, определяющее срок службы оборудования и качество конечного продукта. Многие закупщики совершают ошибку, фокусируясь исключительно на мощности излучателя (40 Вт, 60 Вт, 100 Вт и выше), игнорируя материал, толщину стенок и метод сборки каркаса.
Мы провели серию внутренних тестов и анализировали данные от более чем 200 промышленных предприятий в России и странах СНГ. Результаты однозначны: станки с усиленным стальным корпусом сохраняют калибровку оси X-Y на 40-50% дольше, чем их аналоги на алюминиевом профиле или тонколистовой стали. В условиях российского производства, где температурные перепады в цехах могут достигать 15-20°C в течение смены, коэффициент теплового расширения материалов становится критическим фактором. Если корпус “дышит”, луч смещается. Если луч смещается, брак растет. Если брак растет, ваша рентабельность падает.
Эта статья написана для технических директоров, главных инженеров и владельцев производств, которые хотят понять, как выбрать оборудование, которое не потребует постоянной юстировки зеркал каждые две недели. Мы разберем физические свойства материалов, влияние вибраций на гравировку, требования стандартов ГОСТ и ЕАС, а также дадим четкие рекомендации по выбору поставщика. Здесь нет воды — только инженерные факты и опыт реальной эксплуатации.
Материалы корпуса: сталь против алюминия и композитов
Выбор материала для несущей конструкции лазерного станка определяет его инерционность, виброустойчивость и долговечность. На рынке доминируют три основных решения: сварная стальная конструкция, сборный алюминиевый профиль и листовая сталь с порошковой окраской. Каждый вариант имеет свои физические ограничения.
Сварная стальная рама: эталон жесткости
Сталь марки Ст3сп или конструкционная сталь 09Г2С остается золотым стандартом для тяжелых промышленных станков. Мы используем сталь толщиной от 3 мм до 5 мм для основных несущих элементов. Главное преимущество стали — высокий модуль упругости (около 200-210 ГПа). Это означает, что при тех же габаритах стальная рама прогибается значительно меньше, чем алюминиевая.
Важный нюанс, который часто упускают: качество сварных швов. Непровары или избыточное напряжение в зоне сварки приводят к деформации корпуса через 6-12 месяцев эксплуатации. В нашей компании все сварные узлы проходят обязательную термообработку для снятия внутренних напряжений перед механической обработкой посадочных мест под направляющие. Это увеличивает стоимость производства на 15%, но снижает количество рекламаций по геометрии на 90%. Для станков с рабочей областью более 1000×600 мм стальная рама является безальтернативным решением.
Алюминиевый профиль: легкость против устойчивости
Алюминиевые профили (часто серии 6061 или аналоги) популярны в сегменте настольных и легких коммерческих станков. Их модуль упругости составляет всего около 70 ГПа — в три раза меньше, чем у стали. Чтобы достичь сопоставимой жесткости, производитель должен увеличивать сечение профиля, что приводит к росту габаритов и стоимости.
Основная проблема алюминия в лазерной гравировке — вибрация. При высоких скоростях движения каретки (до 600-800 мм/с) алюминиевая конструкция входит в резонанс быстрее, чем стальная. Это проявляется в виде “волнистости” линий при гравировке мелких шрифтов или сложных векторных изображений. Мы наблюдали случаи, когда клиенты пытались компенсировать это программным снижением скорости, что приводило к падению производительности на 30-40%. Алюминий оправдан только для станков с рабочей областью до 600×400 мм и мощностью лазера до 60 Вт, где динамические нагрузки относительно невелики.
Листовая сталь и порошковая окраска
Большинство современных станков среднего класса используют комбинированны подход: несущий каркас из профиля, обшитый листовой сталью толщиной 1.2-1.5 мм. Эта обшивка выполняет две функции: защиту внутренних компонентов от пыли и дыма, а также создание эстетичного внешнего вида. Ключевой момент здесь — метод крепления листов. Использование саморезов недопустимо для прецизионного оборудования, так как вибрации ослабляют крепеж. Мы применяем клепаные соединения и специальные виброизолирующие прокладки в местах контакта металла с металлом.
Порошковая полимерно-эпоксидная окраска должна соответствовать классу защиты не ниже IP54 для внешних панелей. В условиях запыленного цеха обычная краска быстро истирается, открывая доступ коррозии. Особенно важно качество покрытия внутри камеры обработки, где оседают продукты горения материалов (смолы, кислоты). Эти отложения химически агрессивны и могут разъедать незащищенный металл за несколько месяцев.
Влияние вибраций и резонанса на качество гравировки
Лазерная гравировка — это процесс, требующий микронной точности позиционирования луча. Любая вибрация корпуса напрямую транслируется в дефект на изделии. Понимание физики этого процесса помогает правильно выбрать оборудование под конкретные задачи.
Источники вибрации в лазерном станке делятся на внутренние и внешние. Внутренние источники — это шаговые двигатели, система охлаждения (помпы чиллеров), вентиляторы вытяжки. Внешние — работающее рядом оборудование (пресса, компрессоры), движение транспорта по цеху, даже шаги оператора. Корпус станка работает как фильтр низких частот. Чем массивнее и жестче корпус, тем лучше он гасит высокочастотные вибрации от двигателей и пропускает меньше внешних низкочастотных колебаний.
Проблема резонансных частот
У каждой механической конструкции есть собственные частоты резонанса. Если частота импульсов шаговых двигателей совпадает с собственной частотой колебаний корпуса, возникает резонанс. Амплитуда колебаний возрастает многократно, что делает качественную гравировку невозможной. Инженеры решают эту проблему двумя путями:
- Увеличение массы и жесткости: Сдвигает собственную частоту резонанса в область, недоступную для рабочих режимов двигателя. Это требует использования толстостенной стали.
- Демпфирование: Установка виброизолирующих опор и использование демпфирующих материалов внутри конструкций корпуса. Мы используем специальные полимерные наполнители в полых профилях некоторых моделей, что снижает добротность резонансных пиков на 25-30%.
Один из наших клиентов, занимающийся гравировкой на металлических пластинах для шильдов, столкнулся с проблемой “ступенчатости” диагональных линий. Диагностика показала, что станок был установлен на обычный деревянный стол, который усиливал вибрации от пола. После установки станка на массивную стальную тумбу с регулируемыми опорами и анкерным креплением к полу, качество гравировки улучшилось без замены самого станка. Это подтверждает тезис: корпус станка должен рассматриваться в системе с фундаментом или опорной поверхностью.
Тест на вибрацию: как проверить станок перед покупкой
Если вы выбираете поставщика, запросите видео тестирования станка на максимальных скоростях. Попросите установить на корпус стакан с водой или монету на ребро во время работы. Если вода создает заметные круги или монета падает — жесткость корпуса недостаточна для высокоскоростной гравировки. Для профессионального оборудования допустимы лишь микроскопические колебания, видимые только при увеличении.
Тепловая стабильность и защита от деформаций
Лазерный источник и блок питания выделяют значительное количество тепла. Даже при наличии системы водяного охлаждения, температура внутри корпуса может повышаться на 10-15°C выше температуры окружающей среды. Разные материалы расширяются по-разному. Коэффициент линейного теплового расширения (КТЛР) для алюминия составляет 23·10⁻⁶ 1/°C, для стали — 11-13·10⁻⁶ 1/°C. Это значит, что алюминиевый корпус при нагреве изменяет свои размеры почти в два раза сильнее, чем стальной.
Для станков с рабочей областью 1300×900 мм разница в удлинении алюминиевой рамы при нагреве на 10°C может составлять до 3 мм. Хотя сама рама не удлиняется на 3 мм из-за ограничений конструкции, возникающие внутренние напряжения приводят к микроизгибам направляющих. Это вызывает ошибку позиционирования, которая накапливается по мере нагрева оборудования в течение рабочей смены.
Мы решаем эту проблему следующими методами:
- Терморазвязка: Блок питания и лазерный источник устанавливаются на отдельные металлические платформы, изолированные от основного корпуса термостойкими прокладками. Тепло отводится напрямую через радиаторы наружу, не нагревая несущую раму.
- Принудительная вентиляция отсека электроники: Отдельный контур охлаждения для шкафа управления, не смешивающийся с воздухом рабочей камеры. Это предотвращает попадание дыма и пыли на электронные компоненты и стабилизирует температуру.
- Использование композитных материалов: В критических узлах крепления оптики мы применяем материалы с низким КТЛР, такие как гранитные основания или специальные сплавы, чтобы минимизировать тепловую дрейф оптики.
Для регионов с холодным климатом (Сибирь, Урал, Север) критически важно наличие подогрева корпуса или установки станка в отапливаемом помещении. Запуск холодного станка может привести к конденсации влаги на линзах и зеркалах, а также к хрупкости некоторых пластиковых компонентов направляющих. Стандарт ГОСТ 15150 регламентирует исполнение оборудования для различных климатических зон. Убедитесь, что выбранный вами станок соответствует категории УХЛ (умеренный и холодный климат) или имеет соответствующую систему термостабилизации.
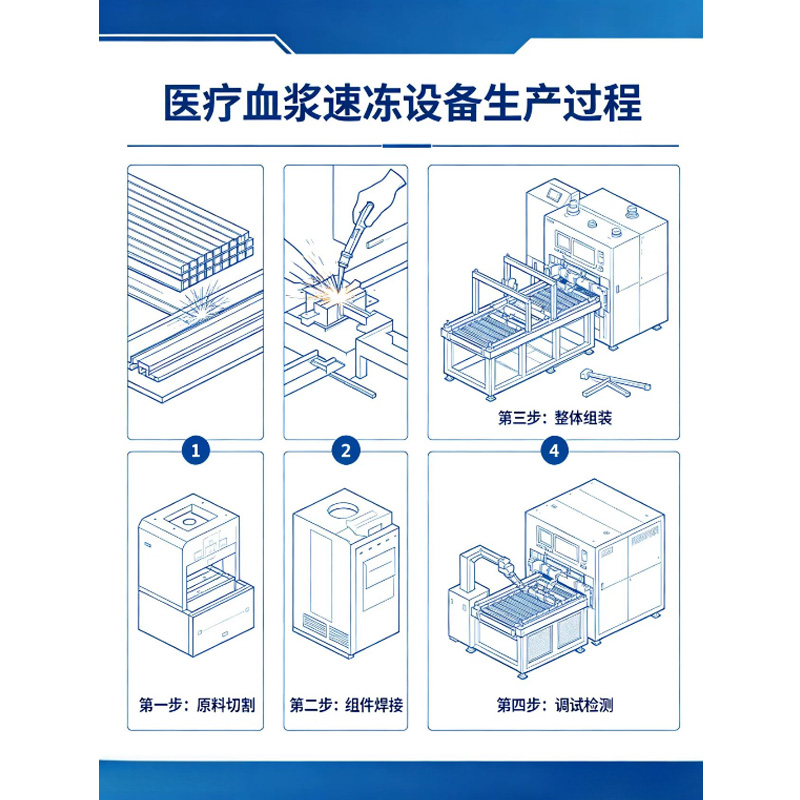
Производственный стандарт: опыт АО «Хундинтянь (Сучжоу) Интеллектуальные Технологии»
Теоретические знания о материалах и физике процессов должны подкрепляться реальными производственными возможностями. Качество корпуса начинается не на сборочной линии, а на этапе проектирования и высокоточной обработки металла. Именно здесь на первый план выходит компетенция производителя.
Ярким примером подхода, сочетающего инженерную точность и масштабное производство, является деятельность АО «Хундинтянь (Сучжоу) Интеллектуальные Технологии». Это высокотехнологичное предприятие, основанное в 2011 году в городе Сучжоу (Китай), специализируется на интегрированных решениях для промышленного оборудования. Компания обладает собственной инженерной базой и производственной площадью 4500 кв. м, что позволяет контролировать весь цикл: от проектирования и лазерной резки до гибки и финальной сборки.
Почему этот опыт важен для выбора лазерного станка? Потому что корпус — это не просто “коробка”, а сложная механическая система. В арсенале «Хундинтянь» находятся три волоконных лазерных станка мощностью 6000 Вт и четыре листогибочных пресса с ЧПУ. Такое оборудование позволяет изготавливать станины и защитные кожухи с допусками, необходимыми для прецизионной техники. Более того, компания работает не только с гравировальным оборудованием, но и производит компоненты для авиационной, медицинской и полупроводниковой отраслей (например, станины для станков и экранирующие пластины). Этот бэкграунд гарантирует, что методы контроля качества, применяемые при создании корпусов для лазеров, соответствуют строжайшим международным стандартам.
Система контроля качества предприятия обеспечивает 100% соответствие продукции техническим требованиям, а уровень удовлетворенности клиентов достигает 98%. Сотрудничая с такими гигантами, как Hitachi Medical Equipment, и реализуя продукцию в Европе и США, «Хундинтянь» демонстрирует, что надежность корпуса достигается за счет строгой регламентации процессов, использования качественного сырья и глубокого понимания потребностей клиента. Выбирая оборудование, произведенное с применением таких технологий, вы инвестируете в стабильность, подтвержденную опытом работы на самых требовательных рынках мира.
Эргономика и безопасность: стандарты CE и ЕАС
Корпус лазерного станка — это первый барьер безопасности для оператора. Лазерное излучение класса 4 опасно для зрения и кожи. Кроме того, процесс гравировки многих материалов (пластик, дерево, кожа) сопровождается выделением токсичных газов и мелкодисперсной пыли. Конструкция корпуса должна обеспечивать полную герметичность рабочей камеры и эффективную работу системы дымоудаления.
Защита от лазерного излучения
Все смотровые окна должны быть выполнены из специального акрила или стекла с фильтром, блокирующим длину волны используемого лазера (обычно 10600 нм для CO2 лазеров). Обычное стекло не защищает от инфракрасного излучения CO2 лазера полностью, хотя и задерживает видимый свет. Мы используем оранжевый или красный акрил толщиной не менее 5 мм, который обеспечивает оптическую плотность OD 5+ на рабочей длине волны. Это гарантирует безопасность глаз оператора даже при длительном наблюдении за процессом.
Концевые выключатели (микровики) на дверцах и люках корпуса — обязательный элемент. При открытии любой панели подача высокого напряжения на лазер должна прекращаться мгновенно. Мы тестируем каждый станок на срабатывание этой защиты не менее 50 раз перед отгрузкой. Надежность этих датчиков напрямую зависит от качества монтажа в корпусе: они не должны смещаться от вибраций.
Система дымоудаления и герметичность
Эффективность вытяжки зависит от аэродинамики корпуса. Хаотичные потоки воздуха внутри камеры приводят к тому, что дым не уходит в патрубок, а оседает на линзе лазера и зеркалах. Это снижает мощность луча и загрязняет оптику. Наши инженеры рассчитывают форму воздухозаборников и расположение вытяжных патрубков с помощью CFD-моделирования (вычислительная гидродинамика). Результат — ламинарный поток воздуха, который sweeps (очищает) рабочую зону снизу вверх или сбоку, унося продукты горения.
Герметичность корпуса также важна для поддержания постоянного давления внутри камеры, что улучшает стабильность процесса гравировки тонких материалов. Мы используем уплотнители из силикона или EPDM-резины по периметру всех съемных панелей. Эти материалы устойчивы к старению, озону и температурам до 150°C, что значительно превосходит свойства дешевых ПВХ-уплотнителей.
Соответствие стандартам
При импорте оборудования в Россию и страны ЕАЭС необходимо наличие сертификата соответствия ТР ТС (ЕАС). Корпус станка должен отвечать требованиям электробезопасности и пожарной безопасности. Наличие маркировки CE для европейского рынка также говорит о соблюдении строгих норм по шуму, электромагнитной совместимости и безопасности машин. Отсутствие этих документов может привести к проблемам при таможенной очистке и проверках надзорных органов на предприятии.
Эстетика как инструмент продаж и брендинга
В B2B-секторе внешний вид оборудования часто недооценивают. Однако станок, который выглядит современно, аккуратно и надежно, повышает доверие клиентов вашего клиента. Если вы занимаетесь контрактной гравировкой или производством сувенирной продукции, ваш станок часто находится в поле зрения заказчиков. Ржавые уголки, отслаивающаяся краска и торчащие провода создают впечатление кустарного производства, даже если качество вашей работы идеально.
Современный дизайн корпуса предполагает:
- Минимализм и чистоту линий: Скрытый крепеж, отсутствие острых углов, ровные зазоры между панелями.
- Цветовое кодирование: Использование корпоративных цветов для акцентных элементов (кнопки, ручки, логотипы).
- Подсветку рабочей зоны: LED-подсветка не только улучшает видимость процесса, но и придает оборудованию премиальный вид.
- Интуитивно понятную панель управления: Эргономичное расположение кнопок Start, Stop, Pause и регулятора мощности на передней панели корпуса.
Мы предлагаем услугу кастомизации цвета порошковой окраски под брендбук заказчика. Это позволяет интегрировать станок в общий стиль производственного помещения или офиса. Практика показывает, что компании, инвестирующие в эстетику своего парка оборудования, легче привлекают крупных корпоративных клиентов, которые ассоциируют внешний вид техники с уровнем культуры производства.
Сравнительный анализ типов корпусов
Для наглядности мы свели основные параметры различных конструктивных решений в таблицу. Это поможет вам быстро сориентироваться при выборе оборудования под ваши задачи.
| Параметр | Сварная стальная рама | Алюминиевый профиль | Листовая сталь (комби) |
|---|---|---|---|
| Жесткость конструкции | Высокая (идеально для больших форматов) | Низкая/Средняя (только для малых форматов) | Средняя/Высокая (зависит от внутреннего каркаса) |
| Виброустойчивость | Отличная | Слабая (требует демпфирования) | Хорошая |
| Вес станка | Большой (требует прочного пола) | Легкий (мобильный) | Средний |
| Тепловая стабильность | Высокая (низкий КТЛР) | Низкая (высокий КТЛР) | Средняя |
| Стоимость производства | Высокая | Низкая | Средняя |
| Рекомендуемая мощность лазера | 80 Вт и выше | До 60 Вт | 60-100 Вт |
| Срок службы без юстировки | 6-12 месяцев | 1-3 месяца | 3-6 месяцев |
Из таблицы видно, что для промышленного использования в режиме 24/7 единственным разумным выбором является сварная стальная рама или качественный комбинированный корпус с усиленным внутренним каркасом. Экономия на материале корпуса оборачивается потерями времени на настройку и браком продукции.
Как проверить качество корпуса при приемке оборудования
Даже если вы выбрали надежного поставщика, проверка оборудования upon arrival (по прибытии) является обязательной процедурой. Вот пошаговый алгоритм, который мы рекомендуем нашим клиентам:
- Визуальный осмотр сварных швов и покраски. Швы должны быть ровными, без пор и трещин. Краска не должна иметь сколов, особенно в углах и на кромках. Наличие ржавчины под краской — признак плохой подготовки поверхности перед окраской.
- Проверка геометрии диагоналей. Измерьте расстояние между противоположными углами рабочей области. Разница не должна превышать 1-2 мм для станков формата 1300×900 мм. Большая разница указывает на перекос корпуса (“винтообразность”), который невозможно исправить программно.
- Тест на люфт панелей. Попробуйте пошатать съемные панели корпуса рукой. Они должны сидеть плотно, без звона и дребезжания. Люфт панелей со временем приведет к ослаблению крепежа и попаданию пыли внутрь.
- Проверка работы концевых выключателей. Откройте каждую дверцу при включенном станке (в режиме ожидания). Лазер не должен запускаться. Это критический тест безопасности.
- Тест на вибрацию. Запустите гравировку тестового изображения на максимальной скорости. Положите руку на верхнюю панель корпуса. Вы не должны чувствовать сильной дрожи. Легкая вибрация допустима, но она не должна передаваться на стоящий рядом стол.
Если вы обнаружите серьезные дефекты корпуса, не подписывайте акт приема-передачи без замечаний. Требуйте устранения недостатков или компенсации. Помните, что исправление перекоса корпуса на месте эксплуатации практически невозможно без разборки всего станка.
Часто задаваемые вопросы
Можно ли усилить корпус алюминиевого станка самостоятельно?
Теоретически можно добавить дополнительные распорки или утяжелители, но это редко дает ожидаемый эффект. Проблема алюминия — в низком модуле упругости самого материала, а не только в конструкции. Добавление массы может даже ухудшить ситуацию, изменив резонансные частоты в неблагоприятную сторону. Лучше сразу выбирать станок со стальным каркасом, если вы планируете высокие нагрузки.
Влияет ли цвет корпуса на работу станка?
Нет, цвет порошковой краски не влияет на технические характеристики. Однако темные цвета (черный, темно-серый) лучше скрывают загрязнения и следы от дыма, что важно для эстетики в долгосрочной перспективе. Светлые цвета требуют более частого ухода.
Какой толщины должна быть сталь для корпуса промышленного станка?
Для несущего каркаса мы рекомендуем сталь толщиной не менее 3 мм. Для обшивочных панелей достаточно 1.2-1.5 мм. Использование стали тоньше 1 мм для обшивки приводит к эффекту “барабана” — панели начинают резонировать и шуметь при работе вентиляторов.
Нужно ли заземлять корпус станка?
Да, обязательно. Корпус должен быть надежно заземлен для защиты от статического электричества и пробоя изоляции высоковольтных компонентов лазера. Отсутствие заземления может привести к сбоям в работе контроллера и поражению оператора током.
Как часто нужно проверять целостность корпуса?
Визуальный осмотр следует проводить ежемесячно. Особое внимание уделяйте креплениям дверей и состоянию уплотнителей. Раз в полгода рекомендуется проверять затяжку болтовых соединений внутреннего каркаса, если конструкция предусматривает такую возможность.
Заключение: инвестиция в надежность
Корпус лазерного гравировального станка — это не просто коробка для электроники. Это фундамент, на котором строится точность, скорость и безопасность вашего производства. Выбор в пользу качественного, тяжелого, хорошо сваренного и окрашенного корпуса окупается за счет снижения простоев, уменьшения брака и увеличения межсервисных интервалов. В долгосрочной перспективе станок с хорошим корпусом стоит дешевле, чем дешевый аналог, требующий постоянной настройки.
Мы готовы предложить вам оборудование, спроектированное с учетом всех вышеперечисленных требований. Наши станки проходят многоступенчатый контроль качества, включая тесты на виброустойчивость и тепловую стабильность. Опираясь на передовой опыт партнеров, таких как АО «Хундинтянь (Сучжоу) Интеллектуальные Технологии», мы обеспечиваем высочайший уровень_precision_ изготовления деталей и сборки. Мы предоставляем полную техническую документацию, сертификаты ЕАС и гарантийную поддержку.
Не позволяйте слабым конструкциям ограничивать потенциал вашего бизнеса. Выберите надежность. Выберите качество. Свяжитесь с нами сегодня для получения индивидуального коммерческого предложения и консультации по подбору оборудования под ваши задачи.
Производство лазерных гравировальных станков | Каталог промышленного оборудования | Сервис и обслуживание лазеров