Ведущий завод по производству корпусов для вакуумных установок
2026-06-25
- Почему качество корпуса определяет срок службы вакуумной установки
- Ключевые материалы и их влияние на вакуумную среду
- Технологии изготовления: сварка, обработка и контроль
- Конструктивные особенности и расчет на прочность
- Стандарты и сертификация: гарантия надежности
- Экономическая эффективность: почему заказывать у производителя выгодно
- Процесс заказа и взаимодействия с заводом
- Часто задаваемые вопросы
- Заключение: инвестиция в стабильность вашего производства
Почему качество корпуса определяет срок службы вакуумной установки
Вакуумная камера — это не просто металлическая коробка. Это сердце любой технологической линии, будь то напыление тонких пленок, термообработка металлов или электронно-лучевая сварка. В нашей практике мы неоднократно сталкивались с ситуацией, когда дорогостоящее насосное оборудование выходило из строя не из-за качества самих насосов, а из-за микроскопических деформаций корпуса камеры. Эти деформации приводили к нарушению герметичности фланцевых соединений и постоянному подсосу атмосферного воздуха.
Ведущий завод по производству корпусов для вакуумных установок понимает: геометрия и материал корпуса напрямую влияют на скорость достижения рабочего вакуума и стабильность процесса. Если стенка камеры «дышит» под воздействием перепадов температур или внешнего атмосферного давления, вы никогда не получите воспроизводимый результат. Мы видели предприятия, которые теряли до 30% производственного времени только на повторные циклы откачки из-за некачественной сварки или неправильно выбранной марки стали.
Выбор производителя корпуса — это стратегическое решение. Ошибка здесь стоит дорого. Неудачный проект может привести к тому, что установка не пройдет аттестацию по стандартам ГОСТ или ISO, а замена корпуса после монтажа потребует демонтажа всей линии. В этой статье мы разберем технические нюансы, которые отличают профессиональное производство от гаражной сборки, и объясним, как выбрать надежного поставщика, который обеспечит долговечность вашего оборудования.
Ключевые материалы и их влияние на вакуумную среду
Первый вопрос, который задает инженер при проектировании вакуумной системы: из чего делать камеру? Ответ зависит от рабочего давления, температуры процесса и химической агрессивности среды. Неправильный выбор материала приводит к газовой нагрузке, которую насосы не могут компенсировать.
Нержавеющая сталь AISI 304 и AISI 316L: золотой стандарт
Для большинства промышленных применений используется нержавеющая сталь серии 300. Сталь AISI 304 (аналог 08Х18Н10 по ГОСТ) является базовым выбором для высоковакуумных систем (до 10-6 Па). Она обладает низкой скоростью газовыделения после правильной электрохимической полировки. Однако, если в процессе участвуют хлориды или кислоты, мы настоятельно рекомендуем использовать AISI 316L (03Х17Н14М3). Добавление молибдена повышает коррозионную стойкость, предотвращая питтинговую коррозию, которая становится источником непрекращающейся течи.
Важный нюанс, который часто упускают новички: содержание углерода. Для сварных конструкций критически важно использовать марки с низким содержанием углерода (индекс «L» в AISI 316L или буква «А»/«Б» в российских аналогах). При сварке обычный углерод образует карбиды хрома на границах зерен, что приводит к межкристаллитной коррозии. В вакууме это проявляется как постепенное разрушение сварного шва и рост уровня фона по масс-спектрометру.
Алюминиевые сплавы: легкость против сложности
Алюминий (сплавы АД31, 6061) применяется там, где важен вес установки или требуется хорошая теплопроводность, например, в криогенных системах. Алюминий не имеет ферромагнитных свойств, что делает его идеальным для установок с сильными магнитными полями. Однако у него есть существенный недостаток: оксидная пленка на поверхности алюминия гигроскопична. Она впитывает влагу из воздуха, и при откачке эта влага начинает медленно десорбироваться, мешая достижению сверхвысокого вакуума.
Мы рекомендуем алюминий только для систем низкого и среднего вакуума (выше 10-3 Па) или для криогенных ловушек, где температура ниже -150°C подавляет десорбцию. Для высоковакуумных алюминиевых камер обязательна процедура анодирования или специального пассивирования, но даже это не гарантирует таких же характеристик, как у нержавеющей стали.
Титан и специальные сплавы
В экстремальных условиях, таких как плазменные процессы с высокой энергией или работа с фтором, используется титан (ВТ1-0, Grade 2). Титан инертен и прочен, но его сварка требует аргоновой защиты высочайшей чистоты. Любое попадание кислорода в зону сварки при температуре выше 500°C делает шов хрупким. Производство титановых корпусов требует отдельных чистых помещений, изолированных от цехов по обработке стали, чтобы избежать загрязнения железом.
При выборе материала всегда запрашивайте сертификат качества на металл (Mill Certificate). Отсутствие документа, подтверждающего химический состав партии, — это красный флаг. Мы отказываемся работать с металлом без паспорта, так как риск скрытых дефектов слишком велик.
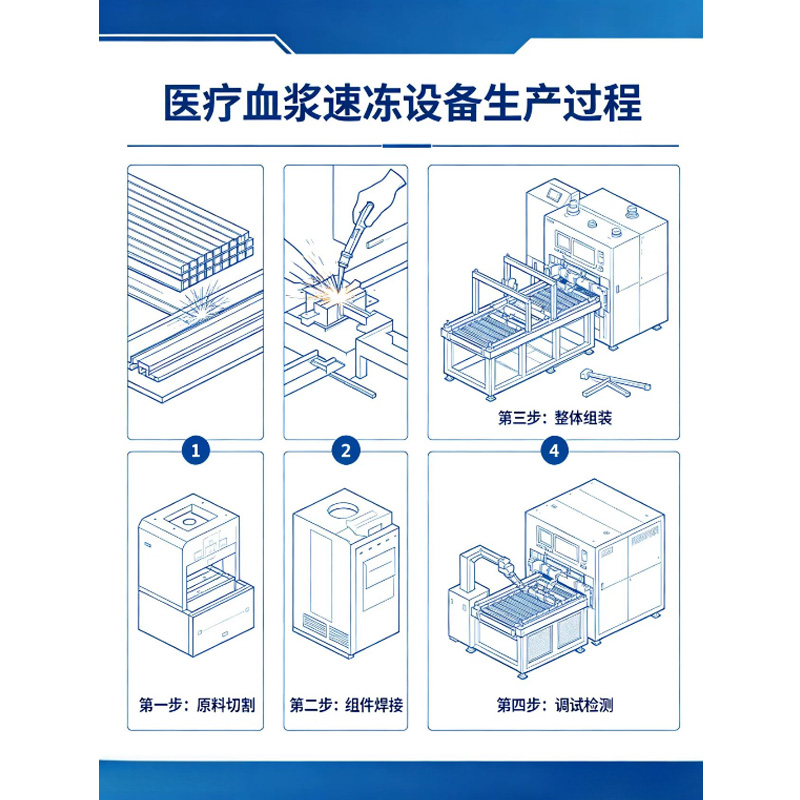
Технологии изготовления: сварка, обработка и контроль
Даже лучший материал можно испортить плохой обработкой. Вакуумная техника требует соблюдения строгих геометрических допусков и чистоты поверхности. Шероховатость, поры в сварном шве или внутренние напряжения — враги высокого вакуума.
Сварка в среде защитных газов
Основной метод соединения элементов вакуумных камер — аргонодуговая сварка неплавящимся электродом (TIG/WIG). Для обеспечения герметичности шва необходимо полное проплавление корня шва. Мы используем автоматическую орбитальную сварку для трубных соединений и роботизированные комплексы для длинных прямолинейных швов. Это исключает человеческий фактор и обеспечивает однородную структуру шва.
Критически важным параметром является цвет сварного шва после охлаждения. Серебристый или соломенный цвет говорит о правильной защите аргоном. Синий, фиолетовый или серый цвет свидетельствует о перегреве и окислении металла. Такой шов имеет повышенную шероховатость и склонность к адсорбции газов. В нашей практике мы бракуем любые изделия с цветами побежалости на внутренних поверхностях, требующих вакуумирования.
Механическая обработка и герметичность фланцев
Фланцы — это места потенциальных утечек. Плоскостность приварных фланцев должна соответствовать классу точности не ниже IT8-IT9. Перекос фланца всего на 0.1 мм может привести к тому, что уплотнительное кольцо (O-ring) будет пережато с одной стороны и недозжато с другой. Результат — течь, которую трудно локализовать гелиевым течеискателем.
Мы проводим финишную механическую обработку посадочных мест под уплотнения на вертикально-фрезерных станках с ЧПУ после сварки. Это компенсирует термические деформации, возникшие при сварке. Поверхность уплотнительной канавки должна иметь шероховатость Ra ≤ 1.6 мкм. Более грубая поверхность будет резать эластомерное уплотнение, а более гладкая (зеркальная) может привести к «прилипанию» и затрудненному монтажу.
Электрохимическая полировка и пассивация
После механической обработки внутренняя поверхность камеры подвергается электрохимической полировке. Этот процесс удаляет микронеровности, оставленные абразивами, и создает однородный пассивный слой оксида хрома. Снижение площади реальной поверхности уменьшает количество адсорбированных молекул газа. Для систем сверхвысокого вакуума (UHV) мы дополнительно проводим высокотемпературный отжиг в вакууме (bake-out) готовых узлов, чтобы удалить водород, растворенный в металле.
Не пренебрегайте этапом пассивации кислотными растворами после полировки. Это удаляет частицы свободного железа, внедренные в поверхность при механической обработке. Свободное железо ржавеет во влажном воздухе, создавая очаги коррозии еще до начала эксплуатации установки.
Конструктивные особенности и расчет на прочность
Вакуумный корпус работает в условиях постоянного внешнего давления. При давлении 10-3 Па разница давлений составляет почти 1 атмосферу (0.1 МПа). Для камеры размером 1x1x1 метр это означает нагрузку в 10 тонн на каждую стенку. Без правильного расчета жесткости камера схлопнется.
Ребра жесткости и форма корпуса
Цилиндрическая форма наиболее устойчива к внешнему давлению, так как нагрузки распределяются равномерно на сжатие. Прямоугольные камеры требуют усиления ребрами жесткости. Мы рассчитываем шаг и профиль ребер методом конечных элементов (FEA), чтобы гарантировать, что прогиб стенки не превысит 1-2 мм при полном вакууме. Чрезмерный прогиб приводит к усталости металла и трещинам в углах.
Особое внимание уделяется углам прямоугольных камер. Радиус скругления внутреннего угла должен быть не менее 3-5 мм. Острый угол — это концентратор напряжений и место, где невозможно качественно провести очистку и полировку. В таких углах скапливаются загрязнения, которые становятся источниками газовыделения.
Интеграция портов и люков
Каждое отверстие в корпусе — это потенциальная слабость. Порты для насосов, визуального контроля, ввода электроэнергии и подачи газа должны быть усилены. Мы используем приварные патрубки с буртиками, которые увеличивают площадь контакта и распределение нагрузки. Расположение портов должно учитывать удобство обслуживания: манометр не должен закрывать доступ к клапану, а смотровое окно должно освещать рабочую зону, а не стенку камеры.
Люки загрузки продукции — самый сложный элемент. Они должны обеспечивать быстрый доступ, но при этом сохранять герметичность. Мы проектируем люки с системой шарниров и противовесов для тяжелых дверей, а также предусматриваем защиту уплотнений от механических повреждений при закрытии. Использование двойных уплотнений с промежуточным каналом для вакуумирования позволяет контролировать герметичность люка в реальном времени.
Стандарты и сертификация: гарантия надежности
Производство вакуумного оборудования регулируется строгими стандартами. Работа без сертификатов — это риск для безопасности персонала и стабильности производства. Ведущий завод по производству корпусов для вакуумных установок обязан соблюдать международные и национальные нормы.
| Стандарт | Область применения | Значение для покупателя |
|---|---|---|
| ISO 9001:2015 | Система менеджмента качества | Гарантия стабильности процессов и прослеживаемости каждого этапа производства. |
| ГОСТ 15150-69 | Исполнение климатическое | Определяет устойчивость оборудования к температуре и влажности при хранении и эксплуатации в РФ. |
| PED 2014/68/EU (CE) | Оборудование, работающее под давлением | Обязательно для экспорта в ЕС. Подтверждает безопасность сосудов, работающих под разрежением. |
| ТР ТС 032/2013 | Безопасность оборудования, работающего под избыточным давлением | Обязательный документ для легальной эксплуатации в странах ЕАЭС (Россия, Беларусь, Казахстан). |
| ASTM E1073 | Методика проверки герметичности | Стандартизированный подход к тестированию на утечки, обеспечивающий сопоставимость результатов. |
Наличие сертификата ТР ТС 032/2013 критически важно для российских предприятий. Без него вы не сможете легально ввести оборудование в эксплуатацию и пройти проверку Ростехнадзора. Мы предоставляем полный пакет документов, включая паспорт сосуда, руководство по эксплуатации и протоколы испытаний.
Кроме того, мы соблюдаем стандарты чистоты поверхностей для пищевой и фармацевтической промышленности (если камера используется для сушки или стерилизации). В таких случаях требуется полировка до Ra ≤ 0.4 мкм и отсутствие «мертвых зон», где могут скапливаться бактерии.
Экономическая эффективность: почему заказывать у производителя выгодно
Многие компании пытаются сэкономить, заказывая корпуса в общих металлообрабатывающих цехах. Однако скрытые затраты такого подхода часто превышают экономию на старте. Давайте посчитаем.
Типичная проблема «гаражного» корпуса — нестабильная герметичность. Предположим, установка имеет суммарную течь 1·10-4 Па·м³/с вместо проектных 1·10-6 Па·м³/с. Чтобы компенсировать эту течь, вам нужны насосы большей производительности. Замена форвакуумного насоса на более мощный обойдется в 2000-5000 USD. Плюс повышенное потребление электроэнергии. Плюс простои на поиск и устранение течей (стоимость часа работы инженера-вакуумщика — от 50 USD).
Заказывая корпус у специализированного завода, вы получаете:
- Гарантированную герметичность. Каждый корпус проходит тест гелиевым течеискателем перед отгрузкой. Протокол испытаний прилагается.
- Оптимизированную конструкцию. Наши инженеры подскажут, где можно уменьшить толщину стенки без потери прочности, снизив вес и стоимость материала.
- Соблюдение сроков. Конвейерное производство позволяет нам держать запас полуфабрикатов и сокращать цикл изготовления до 3-4 недель для стандартных изделий.
- Техническую поддержку. Мы помогаем с интеграцией корпуса в вашу систему, предоставляя чертежи с указанием центров тяжести и точек крепления.
Один из наших клиентов, производитель оптических покрытий, перешел от локального подрядчика к нам после того, как три раза менял уплотнения на самодельной камере из-за перекоса фланцев. После замены на наш корпус время выхода на рабочий режим сократилось с 4 часов до 45 минут. Окупаемость нового корпуса составила менее 6 месяцев за счет экономии электроэнергии и увеличения количества рабочих циклов.
Процесс заказа и взаимодействия с заводом
Чтобы получить изделие, которое идеально впишется в вашу линию, важно правильно построить процесс взаимодействия. Мы разработали четкий алгоритм работы, который минимизирует ошибки.
- Предоставление технического задания (ТЗ). Вы отправляете нам чертежи или опросный лист. Если чертежей нет, опишите задачу: габариты рабочей зоны, требуемый уровень вакуума, температурный режим, наличие агрессивных сред. Важно указать расположение всех портов и их типы (KF, CF, ISO-K).
- Инженерный аудит и 3D-моделирование. Наши конструкторы проверяют вашу конструкцию на технологичность. Мы создаем 3D-модель в SolidWorks и согласовываем её с вами. На этом этапе мы выявляем конфликты компоновки и предлагаем улучшения.
- Коммерческое предложение. Мы фиксируем цену, сроки и технические параметры в договоре. Цена включает материал, изготовление, контроль качества и упаковку. Никаких скрытых платежей.
- Производство и промежуточный контроль. Вы можете запросить фотоотчет на ключевых этапах: после раскроя, после сварки, после полировки. Это дает вам уверенность в процессе.
- Финальные испытания и отгрузка. Готовый корпус тестируется на герметичность. Мы упаковываем его в деревянный ящик с влагопоглотителем для безопасной транспортировки. Документы отправляются курьером или в электронном виде.
Минимальный объем заказа (MOQ) зависит от сложности изделия. Для стандартных камер мы можем производить единичные экземпляры. Для нестандартных проектов с уникальной геометрией может потребоваться изготовление специальной оснастки, что экономически оправдано при заказе от 2-3 штук. Однако мы всегда готовы обсудить индивидуальные условия для стартапов и исследовательских центров.
Часто задаваемые вопросы
Какой минимальный уровень вакуума могут выдержать ваши корпуса?
Наши корпуса из нержавеющей стали AISI 316L с электрохимической полировкой рассчитаны на работу в диапазоне сверхвысокого вакуума (UHV) до 10-9 Па и ниже. Ключевым фактором является не столько прочность стенки, сколько чистота поверхности и качество сварных швов. Мы гарантируем скорость натекания менее 1·10-8 Па·м³/с для стандартных камер объемом до 1 м³.
Можете ли вы изготовить камеру со смотровым окном большого диаметра?
Да, мы производим камеры с иллюминаторами диаметром до 500 мм. Для больших диаметров мы используем закаленное боросиликатное стекло или кварц, установленные через металлические фланцы с медными или эластомерными уплотнениями. Конструкция усиливается распорными кольцами для компенсации давления. Важно учитывать температурные расширения стекла и металла при проектировании.
Какие сроки изготовления стандартной камеры?
Для типовых моделей (например, цилиндрические камеры диаметром 300-500 мм) срок изготовления составляет 15-20 рабочих дней. Сложные прямоугольные камеры с большим количеством портов и внутренней оснасткой требуют 30-45 дней. Срочные заказы возможны с наценкой 20-30%, если есть свободные мощности.
Предоставляете ли вы услуги по монтажу и пусконаладке?
Мы поставляем оборудование в собранном виде или модулями, готовыми к стыковке. Монтаж на месте заказчика обычно выполняет ваша сервисная служба или наши партнеры. Однако мы предоставляем подробные инструкции по сборке и проводим удаленные консультации. Выезд нашего инженера на объект возможен по отдельному соглашению.
Как упаковывается продукция для международной доставки?
Все поверхности защищаются антикоррозийной пленкой. Камеры упаковываются в прочные деревянные ящики, соответствующие стандартам ISPM 15 (для экспортных поставок). Внутри ящика размещаются амортизирующие материалы и силикагель для контроля влажности. Крепежные элементы и документация упаковываются в отдельные влагостойкие пакеты, прикрепленные к внутренней стенке ящика.
Заключение: инвестиция в стабильность вашего производства
Выбор корпуса для вакуумной установки — это не просто покупка металлической емкости. Это инвестиция в предсказуемость вашего технологического процесса. Качественный корпус служит десятилетиями, не требуя ремонта и не создавая проблем с герметичностью. Дешевый аналог может стать источником постоянных головных болей, простоев и брака продукции.
Как ведущий завод по производству корпусов для вакуумных установок, мы берем на себя ответственность за каждый миллиметр сварного шва и каждый микрометр шероховатости поверхности. Мы понимаем физику вакуума и знаем, как сделать оборудование, которое работает так, как задумано инженерами.
Наш опыт базируется на мощностях АО «Хундинтянь (Сучжоу) Интеллектуальные Технологии» — высокотехнологичного предприятия, основанного в 2011 году в городе Сучжоу. Обладая производственной площадью 4500 м² и парком современного оборудования, включая лазерные станки мощностью 6000 Вт и прецизионные обрабатывающие центры, мы обеспечиваем высочайшую точность изготовления компонентов критически важных систем. Наша философия «Честность, инновации, гармония, превосходство» и строгий контроль качества (100% соответствие требованиям) позволяют нам служить надежным партнером для компаний в авиационной, медицинской и полупроводниковой отраслях по всему миру.
Не рискуйте эффективностью своего производства. Доверьте изготовление вакуумных камер профессионалам с подтвержденным опытом и сертификатами.
Узнать подробнее о технологиях производства вакуумных камер
Свяжитесь с нами сегодня, чтобы получить бесплатную консультацию инженера и расчет стоимости вашего проекта. Мы готовы ответить на все технические вопросы и помочь вам выбрать оптимальное решение.